Los métodos de elaboración y crianza de los vinos han experimentado una espectacular evolución desde los años setenta, introduciéndose nuevos conceptos de vinificación, como el control efectivo de las vendimias, la vigilancia de los aromas primarios del fruto durante todo el proceso o el orden y la higiene en la bodega.

El proceso de la vendimia se realiza generalmente entre finales de agosto – principios de septiembre hasta mediados de octubre, cuando el fruto ha adquirido el grado de maduración deseado. Su importancia es vital ya que durante la vendimia se realiza la primera selección del fruto, el éxito de toda la vinificación posterior dependerá en gran medida de la corrección con la que se lleve a cabo este proceso.
Del mismo modo, el traslado de la viña a la bodega debe realizarse con gran cuidado con el objeto de que la uva no sufra excesiva presión. Si la uva se deteriorase o rompiese, se produciría una pérdida de su zumo, lo que se traduciría en indeseables fermentaciones prematuras.

Los racimos procedentes de la vendimia, en el proceso industrial, son descargados en un recipiente con forma de pirámide truncada invertida denominado tolva de recepción desde donde se transportan mediante mesas de selección y cintas elevadoras hasta la despalilladora. En la mesa de selección se descartan racimos y frutos deteriorados o rotos que no tienen la suficiente calidad y que como comentamos anteriormente influirán de forma negativa en la vinificación. Las cintas elevadoras se utilizan para mecanizar y automatizar el proceso de una forma delicada.
En el proceso artesanal la recepción suele realizarse mediante cajas de vendimia. Igualmente se realiza en mesa la selección de los racimos para proceder posteriormente al despalillado. Para llevar a cabo en óptimas condiciones la recepción de la uva, InVIA propone diversas soluciones haz click en las fotos:




 En la elaboración del vino rosado no se emplean racimos enteros, sino uvas a las que se les ha eliminado el raspón mediante un proceso denominado “despalillado”. El motivo es: como el mosto para fermentación es obtenido por presión, la presencia de la estructura vegetal del racimo conferiría al vino olores y sabores herbáceos desagradables, al tiempo que afectaría a su contenido ácido y disminuiría su grado alcohólico. Por ello es de suma importancia disponer de una despalilladora que desgrane el racimo de una forma lo más delicada posible para que la uva no se deteriore o rompa innecesariamente, y consigamos la eficiente extracción y separación del raspón de forma que los jugos no se mezclen.
En la elaboración del vino rosado no se emplean racimos enteros, sino uvas a las que se les ha eliminado el raspón mediante un proceso denominado “despalillado”. El motivo es: como el mosto para fermentación es obtenido por presión, la presencia de la estructura vegetal del racimo conferiría al vino olores y sabores herbáceos desagradables, al tiempo que afectaría a su contenido ácido y disminuiría su grado alcohólico. Por ello es de suma importancia disponer de una despalilladora que desgrane el racimo de una forma lo más delicada posible para que la uva no se deteriore o rompa innecesariamente, y consigamos la eficiente extracción y separación del raspón de forma que los jugos no se mezclen.
Los primeros mostos aprovechables procedentes del desvinado en la recepción o del estrujado, se caracterizan por una mayor calidad y reciben el nombre de mosto yema, mosto de flor o mosto lágrima. Sus principales características son una gran ligereza y finura, aromáticos, suaves, florales y afrutados.

El fruto sufre una rotura por presión en el proceso conocido como estrujado, dicho proceso debe realizarse con precisión para que no se rasguen ni rompan los elementos vegetales duros del racimo como pepitas, raspones, escobajos (estructura vegetal del racimo) y hollejos, éstos ingredientes contaminarían el mosto con olores y sabores indeseables, además de aumentar su contenido ácido. Es conveniente usar estrujadoras que nos permitan realizar un estrujado delicado y de calidad.
InVIA propone soluciones de despalillado – estrujado de tipo industrial y de línea hobby:

Otra opción es prensar la pasta después de un suave estrujado inicial
La pasta restante del estrujado es sometida a presiones de intensidad creciente. Como consecuencia de estas presiones aprovecharemos los mostos primeras (ligera presión-escurrido). El prensado se realiza con diferentes tipos de prensa, siendo las más usadas prensas neumáticas que se caracterizan porrealizar prensados muy suaves y delicados a baja presión por este motivo son muy apreciadas enprocesos de elaboración de rosados y blancos donde es conveniente que el prensado no rompa las pepitas de la uva ni ejerza demasiada presión en las pieles para, de esta forma, evitar traspasar aromas y jugosde estructura vegetal que podrían conferir al vino olores y sabores herbáceos desagradables, al tiempo que afectarían a su contenido ácido. Las prensas que ejercen una mayor presión de forma más enérgica para extraer al máximo los contenidos de la uva, son las prensas hidráulicas (manual o motor) y las prensas manuales haz click en las imágenes para saber un poco más.


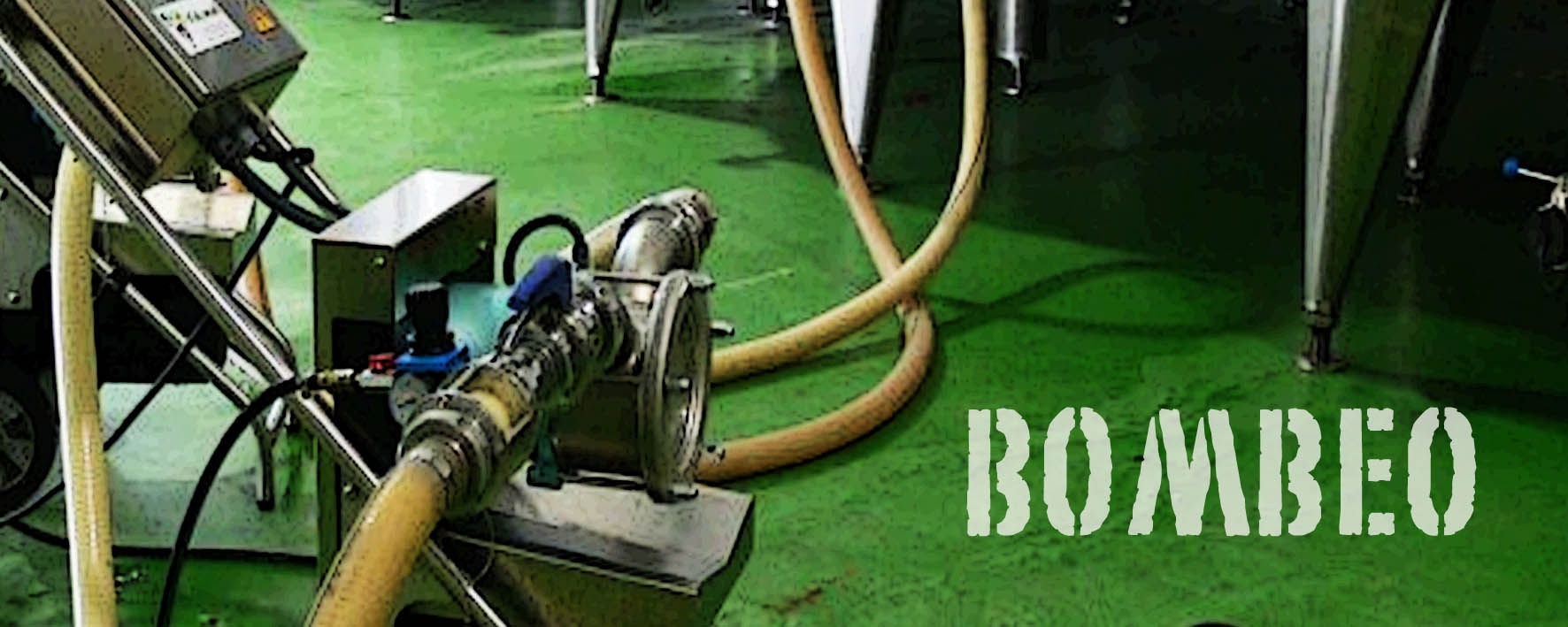
Una vez realizado el proceso de despalillado y estrujado se procede a enviar la pasta obtenida a través de bombas de vendimia a los depósitos donde comenzará la fermentación. En pequeñas producciones se usan bombas de rodete flexible con los condicionantes que tienen para el proceso. Las más adecuadas son las bombas de vendimia que disponen de tolvas con vis sin fin para facilitar la entrada de la pasta a la bomba y disponen de un diámetro de salida grande para mover mejor la pasta sin dañarla.
 Nuestras sugerencias para el proceso de bombeo:
Nuestras sugerencias para el proceso de bombeo:

El mosto se mantiene en contacto con el hollejo durante un periodo que oscila entre las 12 y las 16 horas. Cuando el mosto ha adquirido el color, con especial cuidado para que no comience la fermentación, se procede al sangrado final o separación del mosto y la pasta sólida. A este efecto son de gran utilidad los depósitos de vinificación que están dotados de rejillas interiores preparadas para la operación del sangrado.
Depósitos de vinificación
 Existen diferentes tipos depósitos, los más higiénicos son los realizados en acero inoxidable que a su vez están diseñados para facilitar el trabajo en ellos. Es recomendable utilizar depósitos con capacidades superiores a 1.000 litros y que dispongan de una boca de acceso inferior adecuada para extraer los hollejos una vez sangrado el depósito. De este modo se retiran los orujos con facilidad mediante proceso mecanizado o bien manualmente con palas y rastrillos. También es recomendable realizar dicha operación con depósitos de fondo inclinado hacia la boca de extracción para facilitar la caída del hollejo, el fondo se fabrica con inclinaciones a partir del 5%.
Existen diferentes tipos depósitos, los más higiénicos son los realizados en acero inoxidable que a su vez están diseñados para facilitar el trabajo en ellos. Es recomendable utilizar depósitos con capacidades superiores a 1.000 litros y que dispongan de una boca de acceso inferior adecuada para extraer los hollejos una vez sangrado el depósito. De este modo se retiran los orujos con facilidad mediante proceso mecanizado o bien manualmente con palas y rastrillos. También es recomendable realizar dicha operación con depósitos de fondo inclinado hacia la boca de extracción para facilitar la caída del hollejo, el fondo se fabrica con inclinaciones a partir del 5%.
Los depósitos están dotados de camisas de refrigeración, se trata de una cámara situada en el exterior del depósito colocada a una altura estratégica por donde pasa agua de refrigeración que sirve para controlar la temperatura, este sistema será de gran utilidad para la fermentación tal y como veremos más adelante. Los depósitos también están dotados de una rejilla inferior muy importante para facilitar el proceso del remontado y sangrado del depósito operación en la que se usan bombas de vendimia o cubetas de descube. Los dos tipos de depósitos más usados son el siempre lleno y el estándar



DEPÓSITO ESTANDAR
fondo plano inclinado 5% ACERO inox.
Con camisa de frío

 Para trasladar el mosto y el vino, aparte del uso de bombas, es necesario utilizar mangueras alimentarias con certificados de calidad alimentaria comercializadas por empresas registradas y controladas por medio del procedimiento de trazabilidad. Para unir las mangueras alimentarias controlar los flujos y enlazar con los depósitos se usan válvulas, y racordería inoxidable adecuados para entrar en contacto con productos de alimentación.
Para trasladar el mosto y el vino, aparte del uso de bombas, es necesario utilizar mangueras alimentarias con certificados de calidad alimentaria comercializadas por empresas registradas y controladas por medio del procedimiento de trazabilidad. Para unir las mangueras alimentarias controlar los flujos y enlazar con los depósitos se usan válvulas, y racordería inoxidable adecuados para entrar en contacto con productos de alimentación.


Mangueras alimentarias
 Válvulas, y racordería inoxidable
Válvulas, y racordería inoxidable
 Desfangado
Desfangado
SISTEMA DE CLARIFICACIÓN DE MOSTOS
VIAMOST
Los mostos así obtenidos contienen numerosas materias sólidas en suspensión procedentes mayoritariamente de la uva. Mediante el desfangado se procede a su separación. Este proceso se puede realizar mediante filtración a tambor rotativo con muchos problemas de residuos, con separadores centrífugos con mucho consumo y poco rendimiento, o se dinamiza mediante sistemas de flotación como el sistema de clarificación viasmost o el separador dinámico. Éstos sistemasconsisten en integrar en el mosto micro burbujas de gas inerte o oxigeno para que una vez finalizado el ciclo de aportación las burbujas arrastren hacia la superficie las partes más sólidas del mosto, quedando la parte inferior el mosto clarificado. Como alternativa menos profesional también se puede dejar reposar el mosto estático durante un día, pero con especial cuidado para que no comience a fermentar. Las materias sólidas van cayendo al fondo por su propio peso. Posteriormente al desfangado y siguiendo un meticuloso control, los mostos limpios se trasiegan y se trasladan a depósitos de acero inoxidable para la fermentación.
 La parte más delicada de todas las que componen la elaboración del vino blanco. La fermentación es el proceso mediante el cual los azúcares contenidos en el mosto se transforman en alcohol. Para que esto suceda deben de intervenir las levaduras, que pueden estar presentes de forma natural en la uva, o que podemos añadir de forma artificial para facilitar el proceso. Las levaduras van metabolizando los azúcares en alcohol y gas carbónico.
La parte más delicada de todas las que componen la elaboración del vino blanco. La fermentación es el proceso mediante el cual los azúcares contenidos en el mosto se transforman en alcohol. Para que esto suceda deben de intervenir las levaduras, que pueden estar presentes de forma natural en la uva, o que podemos añadir de forma artificial para facilitar el proceso. Las levaduras van metabolizando los azúcares en alcohol y gas carbónico.
Durante este proceso es imprescindible controlar, la densidad del mosto, con el fin de determinar la cantidad de azúcar que va quedando y sobre todo, la temperatura ya que un exceso puede dar lugar a una parada de la fermentación y una pérdida de aromas arrastrados por el gas carbónico mientras que un defecto de temperatura no lograría que arranque la fermentación o que ésta se produzca lentamente dando lugar a formación de productos secundarios que pueden repercutir en sabores desagradables.
Como comentábamos más arriba, es importante utilizar depósitos dotados de camisas de refrigeración para el buen control de temperatura. La camisa de refrigeración es una cámara situada en el exterior del depósito colocada a una altura estratégica para pasar agua a la temperatura adecuada con el fin de controlar la fermentación. Los dos tipos de depósitos más usados son el siempre lleno y el estándar.
El final de la fermentación se produce de forma espontánea cuando se acaba el azucar. De esta forma se habrá obtenido un vino seco. Cuando la intención es producir vinos semisecos o dulces, hay que detener la fermentación por medios químicos (adicción de anhídrido sulfuroso) o físicos (enfriamiento o sobrecalentamiento) en el momento que el contenido de azúcar residual es el adecuado para el vino que se quiere obtener.
La fermentación sin contacto con los hollejos, propia de los mostos blancos, produce vinos ligeros y limpios. Ahora bien, en la actualidad hay tendencias que optan por una cierta maceración del mosto con los orujos, frenando la fermentación mediante tratamientos de frío. Este método dota al vino de más cuerpo, enriquece las sensaciones en boca, aumenta su potencia aromática, permite una mejor evolución en botella y le da una vida más larga.

Los equipos de frío son las maquinas usadas para el control de temperatura. Hay diferentes tipos: intercambiadores (tubulares y de placas), camisas de refrigeración o placas de intercambio. Se usan para enfriar el agua con anticongelante hasta -6º indirecta en vinificación o durante el proceso de precipitación tartárica.

click en la imagen
Intercambiadores



 La acidificación es la adición de ácido tartárico y, en menor medida, cítrico a los mostos para mejorar su equilibrio. Durante la fermentación alcohólica se produce un descenso de la acidez, que puede ser inoportuna cuando los mostos no son muy ricos en estas sustancias. Sin ácido tartárico los vinos pierden color, viveza y sabor, así como sus posibilidades de conservación, por eso diferentes reglamentos regulan la corrección de la acidez de los mostos, aunque no se acepta la de los vinos acabados, la normativa de la UE solamente autoriza esta corrección cuando no va unida a la champtalización simultánea (adición de azúcar al mosto para su enriquecimiento).
La acidificación es la adición de ácido tartárico y, en menor medida, cítrico a los mostos para mejorar su equilibrio. Durante la fermentación alcohólica se produce un descenso de la acidez, que puede ser inoportuna cuando los mostos no son muy ricos en estas sustancias. Sin ácido tartárico los vinos pierden color, viveza y sabor, así como sus posibilidades de conservación, por eso diferentes reglamentos regulan la corrección de la acidez de los mostos, aunque no se acepta la de los vinos acabados, la normativa de la UE solamente autoriza esta corrección cuando no va unida a la champtalización simultánea (adición de azúcar al mosto para su enriquecimiento).
Para calcular la cantidad de ácido que debe emplearse hay que conocer primero la acidez total del mosto. Cuando la acidez es inferior a 4 g/l, o cuando el pH es superior a 3,6, se añade generalmente ácido tartárico. El ácido tartárico no modifica la composición normal del vino, ya que es propio de la uva. En cambio, la dosis de cítrico debe limitarse a 100 g/hl, ya que puede provocar una alteración por influencia de las bacterias malolácticas o una elevación de la acidez volátil (el ácido cítrico no está autorizado para acidificar, es inestable y le afectan las bacterias). Se utiliza en blancos y rosados porque aporta frescura artificial y previene de la quiebra férrica).
Una de las técnicas más innovadoras que se utiliza actualmente para la estabilización de vinos y mostos es la desionización: El vino contiene sales disueltas: potasio, hierro, cobre, calcio, magnesio… Casi todos estos elementos pueden ocasionar fenómenos de inestabilidad. Entre ellos el más perjudicial es el potasio que después de haber alcanzado una cierta concentración, da lugar a procesos no deseados de cristalización. Además las sales de potasio destruyen la molécula de ácido tartárico con la consiguiente disminución de la acidez total y la elevación del pH del vino.
La desionización es un procedimiento eficaz y de fácil aplicación que permite calcular la cantidad deseada de potasio a eliminar de forma que se asegura la estabilidad tartárica sin causar daños a las características del vino que derivarían en el deterioro de sus propiedades organolépticas.
Si quieres ampliar información acerca de este eficaz proceso, pincha AQUI

Una vez la uva está encubada se produce la fermentación alcohólica.
Gracias a la acción de las levaduras, los azúcares del mosto se transforman en alcohol. Durante esta transformación se desprende anhídrido carbónico al tiempo que las materias colorantes del hollejo se disuelven en el líquido. Conviene mantener la temperatura controlada entre 24º C y 28 ºC La fermentación tiene una duración aproximada de 7 a 14 días.
Fases de la fermentación alcohólica:
– FASE INICIAL: durante esta fase las levaduras se aclimatan y adaptan al medio y comienzan a actuar iniciando el proceso de fermentación.
– FASE TUMULTUOSA: Es la fase más activa, suele tener una duración de 5 a 8 días durante este tiempo las levaduras van creciendo y multiplicándose alcanzando el nivel máximo de concentración.
– FASE LENTA: El proceso de fermentación se ralentiza, muchas levaduras mueren pues las condiciones del medio son más adversas debido a la formación de alcohol. Es el momento más crítico ya que hay riesgos de parada de fermentación y los vinos resultan presas fáciles de las enfermedades (principalmente de la picadura láctica). Con todo, la fase de fermentación lenta es un aspecto técnicamente muy descuidado, tanto en las industrias vinícolas tradicionales como en la fabricación de vinos de frutas. La mejor arma contra cualquier perturbación de la fermentación lenta es la vigilancia constante de la temperatura y de la densidad o niveles de azúcar. Se han de realizar controles al menos dos veces al día para asegurarse que el proceso se lleva a cabo al ritmo esperado. La fase lenta dura aproximadamente entre 5 y 10 días dependiendo de la temperatura
Controles de fermentación alcohólica:
Durante la fermentación alcohólica debemos controlar diariamente la densidad del líquido dando por finalizada esta fermentación al alcanzar densidades próximas a 995. Para poder realizar el control se utilizan accesorios acoplados a los depósitos como catavinos o saca muestras o en su lugar pescadores de muestras.



Trasiego
Para proceder al aclarado del vino realizamos sucesivos trasiegos evitando el trasvase de las materias sólidas depositadas en el fondo, se utilizan para ello bombas, mangueras alimentarias y la racorderia INOX adecuada para conectar todos éstos elementos entre sí. Este proceso se ve favorecido por el frío y las bajas temperaturas características del invierno. Los trasiegos se repiten periódicamente, evitando así posibles contaminaciones producidas por la descomposición en el vino de materias sólidas.
Depósitos capacidad 100 – 1000 litros
Grandes depósitos

Bombas trasiego
Mangueras alimentarias alta resistencia
Fermentación maloláctica
Es ahora el momento de la fermentación maloláctica: la transformación por parte de las bacterias lácticas del ácido málico en ácido láctico. Este proceso tiene una duración aproximada de 15 días, pudiéndose alargar en función de diversos factores externos: temperatura, grado de acidez del vino, variedad de uva… Se realiza a una temperatura controlada entre 20 y 25ºC con ayuda equipos del control de temperatura. Gracias a la fermentación maloláctica estabilizamos microbiológicamente el vino, evitamos fermentaciones indeseadas en botella y le damos más suavidad.
Controles de fermentación maloláctica:
Durante la fermentación maloláctica debemos controlar diariamente los niveles de concentración de ácido málico, dando la fermentación por concluida cuando éste se encuentre alrededor de 0 gr/ltr.
Aireación a través del tubo poroso de aireación.


 Conviene recordar que en todos los procesos que realizamos son necesarias intensas acciones de limpieza, esterilización y desinfección (antes y después), de todo lo que está en contacto con la uva, mosto o vino. Esta es la única forma de evitar migraciones, infecciones, contaminaciones, y otras alteraciones no deseables. Para ello se utilizan productos de limpieza orgánicos y químicos, y equipos de limpieza y depósitos de calentamiento de agua.
Conviene recordar que en todos los procesos que realizamos son necesarias intensas acciones de limpieza, esterilización y desinfección (antes y después), de todo lo que está en contacto con la uva, mosto o vino. Esta es la única forma de evitar migraciones, infecciones, contaminaciones, y otras alteraciones no deseables. Para ello se utilizan productos de limpieza orgánicos y químicos, y equipos de limpieza y depósitos de calentamiento de agua.




Una vez hecho este breve inciso acerca de la limpieza e higiene volvemos con la elaboración
Finalizados los procesos anteriores, los vinos se seleccionan por calidades y se decide cuál será su destino: salida inmediata al mercado (Vino Joven) o un mayor o menor proceso de crianza y envejecimiento (Crianza, Reserva, Gran Reserva). En éstos procesos son necesarios equipos de medida y control tales como cuentalitros, termómetros, alarmas de nivel, sulfitometros, manómetros, refractometros… de dosificación: dispensadores de carbónico, manoreductor de gases, venturi, tubo poroso de aireación.. también son de gran ayuda diversos utensilios inoxdiseñados específicamente para diversas tareas

ESTABILIZACIÓN DE LOS VINOS
La estabilización de los vinos es un proceso importante en cualquier bodega. El objetivo es evitar la presencia de precipitados en las botellas cuando llegan al consumidor. El proceso de estabilización incluye: clarificación, filtración y estabilización tartárica.
Clarificación
Los clarificantes eliminan proteínas y materia en suspensión. La bentonita y la cola de pescado se utilizan normalmente para los vinos blancos. La albúmina y la gelatina (de naturaleza proteínica) son más adecuadas para los vinos tintos.
La forma de aplicación consiste en disolver el clarificante en el vino. En esta operación se utilizan los sistemas de agitación y mezcla para realizar las disoluciones básicas que posteriormente son trasladadas a los depósitos para mezclar con el volumen total del vino dejándolo reposar durante un tiempo con el fin de que la materia clarificante arrastre los sólidos en suspensión y se acumulen en el fondo del depósito. Es aconsejable que las dosis sean mínimas pero suficientes, para cumplir su objetivo sin “desnudar” en exceso al vino.
 Filtración
Filtración
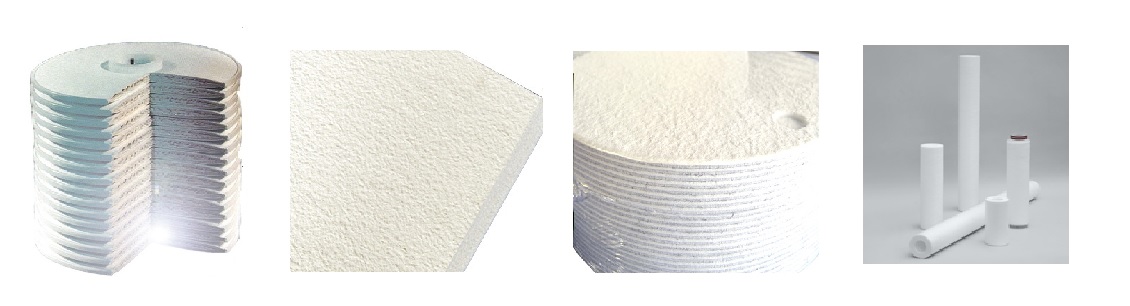
Una vez clarificado el vino, procedemos a su filtración para eliminar los restos que hayan quedado en suspensión. Para ello se utilizan distintos tipos:
La filtración tangencial que se halla en desuso debido a sus inconvenientes y ha sido sustituida por la filtración en línea automatizada, filtros de tierras, modulares o de placas. Prácticamente todos los tipos descritos emplean consumibles de filtración.

FILTRO DE PLACAS

Estabilización tartárica
• ESTABILIZACIÓN POR DESIONIZACIÓN
Se trata de realizar una pequeña rectificación del vino para conseguir la estabilidad. El aumento de la acidez en ácidos tartáricos de forma equilibrada provoca una mejora del vino en boca al poner de manifiesto la amplitud ácida natural del vino sin alteraciones. Por otra parte la reducción del Ph mejora la estabilidad microbiológica y el color en los vinos tintos además de eliminar ciertas moléculas responsables de olores no deseados.
• ESTABILIZACIÓN POR FRÍO
Es la eliminación del bitartrato potásico, que se precipita en el fondo del depósito al alcanzar bajas temperaturas cuando el vino está suficientemente limpio.
Para ello, enfriamos el vino mediante equipos de frío, placas, o depósitos isotérmicos cerca de su punto de congelación (que depende de su grado alcohólico). De forma aproximada podemos determinar la temperatura de congelación de un vino calculando la mitad del grado alcohólico menos uno y en negativo. Por ejemplo, un vino de 14 ºC congela a -6 ºC. En ese caso, enfriaríamos el vino hasta -4 ºC o -5 ºC en depósitos isotérmicos, capaces de mantener esa temperatura entre 6 y 7 días. Durante este tiempo se crean núcleos gruesos de cristales de bitartrato, que precipitan al fondo del depósito debido a su peso. La parte líquida, es filtrada para eliminar los microcristales que quedan en suspensión, dicha filtración debe realizarse en frío para evitar que los microcristales se vuelvan a disolver. Se utilizan filtros de membranas (denominados también cartuchos) compuestos de acetato de celulosa o polipropileno. Los dos tipos principales de filtros de membranas son: de profundidad y absolutos. Los de profundidad, normalmente de celulosa, tienen poros de distintos micrajes (tamaño de poro) para que las partículas se vayan reteniendo a lo largo de todo su espesor. Los absolutos retienen todas las partículas en su parte exterior, formada por pliegues para aumentar la superficie filtrante y evitar una colmatación.
Placas de intercambio acero inoxidable

Depósitos Isotérmicos
Microfiltración
Con el fin de esterilizar el vino antes del embotellado, eliminando levaduras y bacterias que podrían alterarlo a lo largo del tiempo se lleva a cabo la microfiltración, principalmente en los vinos jóvenes dado que los crianzas se estabilizan por sí mismos durante su estancia en barricas y depósitos.
Se realiza mediante filtros de placas, modulares, y membranas o cartuchos. La microfiltración con cartuchos se realiza normalmente en bancadas, para completar el proceso se aplican cartuchos en tres etapas sucesivas con micrajes cada vez menores (en función del tipo de vino). El objetivo es esterilizar el vino antes del embotellado, eliminando levaduras y bacterias que podrían alterarlo a lo largo del tiempo.
 BANCADA DE FILTRACIÓN / FILTRO MODULAR
BANCADA DE FILTRACIÓN / FILTRO MODULAR
FILTRO DE PLACAS
Este proceso se realiza en continuo, de modo que el vino pasa directamente del filtro a la botella en circuito cerrado. El sistema debe esterilizado previamente al proceso con agua caliente a 125 ºC durante 20 minutos o con vapor de agua procedentes depósitos de calentamiento de agua o generadores de vapor.


CONTROLES
Para determinar la estabilidad del vino durante todos estos procesos, utilizamos cuatro métodos analíticos:
1.- kalium test rápido análisis para determinar el nivel óptimo de intercambio iónico.
2.- La determinación de la turbidez expresada en NTU (Nephelometric Turbidity Units) consiste en analizar la evolución de la turbidez sometiendo el vino a distintos procesos que permitan averiguar si el vino se enturbiará o no a temperatura ambiente, para ello se calienta a 80º C y se filtra durante 30 min a 0,65 micras para posteriormente mantener a 0º C durante 24 h
3.- índice de colmatación (indica la filtrabilidad de un vino) Con la ayuda del filtro de laboratorio se hacen pasar 400 mililitros de vino a través de una membrana absoluta de 0,65 micras y 25 mm de diámetro a 2 atmósferas de presión, medimos el tiempo en que pasan los primeros 200 mililitros, lo multiplicamos por dos y lo restamos del tiempo total en que pasan los 400 mililitros.
4.- El índice de tres minutos: se mide el volumen de vino que pasa por la membrana en 3 minutos, en las mismas condiciones del índice de colmatación.
Los resultados de estas pruebas nos permiten determinar si un vino es estable y si requiere o no requiere tratamiento de estabilización.

En los vinos jóvenes se procedería al llenado, tapado, etiquetado, y capsulado listo para comercializar y degustar.
Las máquinas que se utilizan para éstos procesos se pueden ver haciendo click en los siguientes enlaces: